
riveting عمل اعلي سڌائي جي ضرورت آهي، خاص طور تي دوران deformation جي ڪنٽرولٻرندڙ عملriveting جي عمل جي ڪنجي آهي.

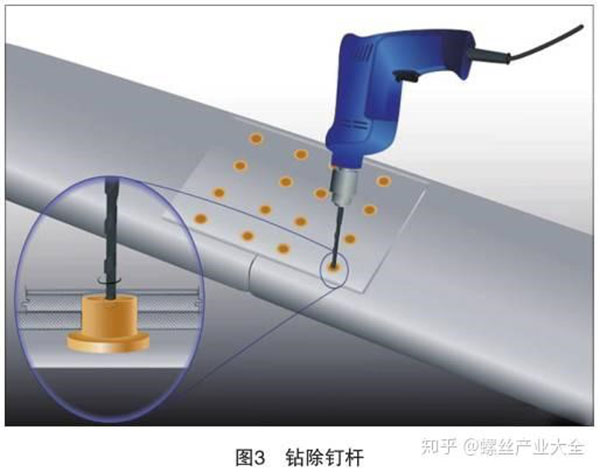
riveting جو عمل فري فورجنگ جي عمل سان ملندڙ جلندڙ آهي، درحقيقت، اهو خارجي قوتن جي عمل هيٺ ريوٽ هيڊ ٺاهڻ جو عمل آهي، جيڪو پن شافٽ جي اوچائي کي گهٽائڻ ۽ قطر کي وڌائڻ لاءِ ريوٽنگ پريشر استعمال ڪرڻ جو عمل آهي. هڪ rivet سر ٺاهڻ لاء.
بيروني قوتن جي ڪري، ريوٽ پلاسٽڪ جي خرابيءَ مان گذرندو آهي، جنهن جي ڪري ريوٽ جي ڇنڊ ڇاڻ ۽ ٿلهي ٿيندي آهي.هي توسيع سوراخ تي دٻاء وجهي ٿو، ان کي وڌائڻ جو سبب بڻائيندو.هڪ rivet سر ٺاهڻ جي عمل riveting deformation ۽ riveting ساخت جي ٿڪ ڪارڪردگي تي هڪ اهم اثر آهي.ريٽنگ مڪمل ٿيڻ کان پوء.
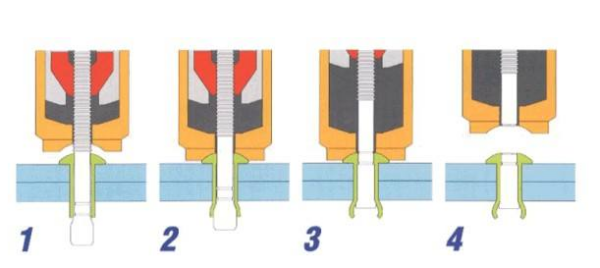
rivet head riveting جي عمل ۾ ڌاتو جي وهڪري جي رجحان جو تجزيو ڪيو ويو: جيڪڏهن مٿيون ۽ هيٺين riveting dies سخت جسم هئا، riveting جي عمل دوران rivet head blank تي اپر die riveting force F لاڳو ڪيو ويو، ۽ مٿي جي وچ ۾ رگڙ قوت f هئي. ۽ لوئر ڊيز ۽ ريويٽ هيڊ خالي رابطي واري مٿاڇري تي، پوءِ خالي اوچائي گهٽجي ويندي ۽ ٽرانسورس ٿلهي کي ريوٽنگ رام پريشر ۽ فريڪشن فورس جي عمل هيٺ وڌايو ويندو، ۽ خالي جي وچ واري حصي جو حجم تيزيءَ سان وڌي ويندو. ريوٽ هيڊ ٺاهڻ جي عمل ۾ خالي جي پڇاڙي، هي رگڻ جو اثر آهي، هڪ کمر ڊرم جي شڪل ٺاهيندي.
 تنهن ڪري، جيڪڏهن بلٽ جي ٽرانسورس سيڪشن کي ڌاتو جي ذرڙن جي وهڪري جي هدايت جي نمائندگي ڪرڻ لاء استعمال ڪيو ويندو آهي، اهو ڌاتو جي ذرڙن جي تابڪاري جي وهڪري آهي پار-سيڪشن جي مرڪز کان ڀرپاسي وارن علائقن ڏانهن.گھٽ ۾ گھٽ مزاحمت جو قانون لاڳو ڪري سگھجي ٿو دھات جي پلاسٽڪ ٺاھڻ ۾ ذرات جي وهڪري جي نمونن جو تجزيو ڪرڻ لاءِ.پلاسٽڪ جي ٺهڻ ۾، جڏهن ڌاتوءَ جي ذرڙن لاءِ گھڻا ئي ممڪن ھدايتون ھلنديون آھن، ته اھي گھٽ ۾ گھٽ مزاحمت جي طرف ھلندا آھن.
تنهن ڪري، جيڪڏهن بلٽ جي ٽرانسورس سيڪشن کي ڌاتو جي ذرڙن جي وهڪري جي هدايت جي نمائندگي ڪرڻ لاء استعمال ڪيو ويندو آهي، اهو ڌاتو جي ذرڙن جي تابڪاري جي وهڪري آهي پار-سيڪشن جي مرڪز کان ڀرپاسي وارن علائقن ڏانهن.گھٽ ۾ گھٽ مزاحمت جو قانون لاڳو ڪري سگھجي ٿو دھات جي پلاسٽڪ ٺاھڻ ۾ ذرات جي وهڪري جي نمونن جو تجزيو ڪرڻ لاءِ.پلاسٽڪ جي ٺهڻ ۾، جڏهن ڌاتوءَ جي ذرڙن لاءِ گھڻا ئي ممڪن ھدايتون ھلنديون آھن، ته اھي گھٽ ۾ گھٽ مزاحمت جي طرف ھلندا آھن.
جيڪڏهن خال جي آخري چهري تي ڪم ڪندڙ اپر ڊائي جي رگڙ قوت f آهي، ڇاڪاڻ ته آزاد مٿاڇري ڏانهن وهندڙ رابطي واري مٿاڇري تي ذرات جي رگڙ مزاحمت ذرڙن ۽ آزاد مٿاڇري جي وچ ۾ فاصلي جي متناسب آهي، ننڍو آزاد حد کان فاصلو، ننڍڙو مزاحمت، ۽ دھاتي ذرات کي هن طرف وهڻ گهرجي.
پوسٽ ٽائيم: جولاءِ 12-2023